

Spring Collets 3° Taper Angle - Multiax
Spring Collets 3° Taper Angle - Multiax
Sistemi Klein
SKU:T133.032.N
-
- To be used with our tool holders (see item T118.941.R and T118.841.R) for Multiax router machines only.
- Precision = 0,01 mm (0.0004" TIR)
- They are built in spring steel and grounded both internally and externally for best accuracy and precision.
- Klein® high precision spring collets allow to reduce vibrations on tools and motors during routing operations, ensuring a longer life of the tool and electrospindles. Using these spring collets on our high quality tool holders will give you the very best tool performance.
NB: Replace collets every 500 to 600 hours of machine time or every 6 months if running 8 hours a day. Replacing the collets will ensure your operation runs consistency and prevents from tool breakage.
HOW TO SETUP COLLET AND NUT PROPERLY
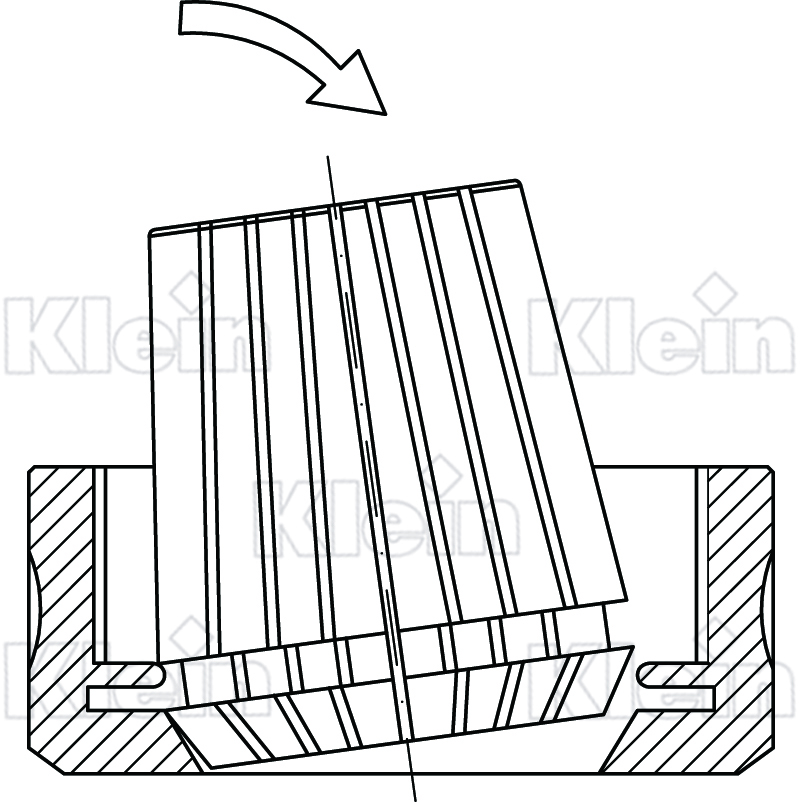
 Right procedure to assemble the collet in the nut:
- place the collet diagonal to the clamping nut and lock it from the side by pressing it from top
- screw the nut in and be sure the shank is correctly inserted in the spring collet to avoid breakage
- tighten the nut using the apposite key in the proper demount device / tightening stand (see our item art. T139)Do not place the spring collet in the collet chuck before you have it properly inserted in the nut.

Correct procedure for tool and spring collet changes:
- place the collet chuck in the proper demount device / tightening stand (see our item art. T139)
- loosen the clamping nut
- open the clamping nut and pull the cutting tool out holding it on the shank
- release the collet from the clamping nut by applying a lateral pressure


Total items
Product subtotal